 Dark Ages Re-Creation Company
Dark Ages Re-Creation Company








Location: Vinderheima
Premise / Questions:
Smelter Type:
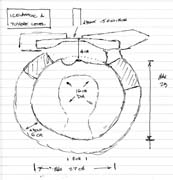
| Diameter: | 23 x 27 cm at tuyere level | Stack above Tuyure: | orginially set at 55 cm. top layer removed and replaced with metal collar for a working height of 60 cm | Tuyure Diameter: | 1" (2.5 cm) I.D. |
| Tuyure Distance above floor: | 20 cm (no base set) | Tuyure Angle: | 22.5° | Tuyure Penetration into stack (start/finish) | flush with inside surface |
| Leader | Darrell Markewitz |
| Staff | Neil Peterson |
| Recorder | Darrell Markewitz |
 |
Reports of all of our iron smelting efforts along with more articles and information are available on the "Iron Smelting in the Viking Age" CD from the Wareham Forge. Copies of the CD can be purchased here. |
| Total Charcoal | 270 Litres | Weight of Bloom | About 6 Kg | Total Elapsed Time: | 4:05 for main sequence / 6:15 includes preheat |
| Total Ore | 51.24 lb (23.3 Kg) | Weight of Slag: | Not recorded | Bloom Quality |
Please note that this text is identical to the text on the Wareham Forge site
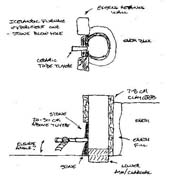
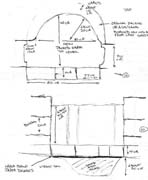
Smelter Constuction:To clearly distinguish the lower base level (basically just support), a layer of heavy brown paper was laid down over the area. It was not expected any liquid slag or excessive heat would penetrate down to this level. The paper allows clearly visible separation at the lower ground supporting the structure. At the same time should any hot liquid slag penetrate this far, the paper will not halt its downward movement.
A new artificial ground level was established above this. Raw earth from elsewhere in the yard was laid roughly level and compacted (using a brick as a mallet) to a depth of 10 cm. To contain this layer a line of heavy clay bricks was positioned just proud of the existing line of concrete blocks. This construction gives enough space to build up the stone front for the clay cobb cylinder of the smelter.
There are a number of flat stone slabs of various compositions and sizes on hand from earlier gathering trips. Neil had gathered a donation of pre-mixed pottery clay (donated by Potter Supply House in Kitchener). This was cut into slabs roughly 6 cm thick, each trimmed to allow them to be stacked into the cylindrical shape of the smelter. The seams were 'mortared' using the waste 'smelter clay' that Selena has provided.
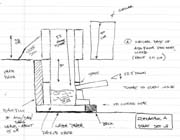
At the front of the smelter, the structure was built up from stone slabs. The lower section was raised to a level of roughly 20 cm. Two smaller pieces were laid on top of this, leaving a central slot about 5 cm wide by 7 cm high. On top of this was placed a large slab - 4 cm thick by roughly 30 cm tall, which was 30 cm at the lower edge and 20 cm at the upper. This slab sat over the zone of the smelter that is subjected to the highest operating temperatures.
The tuyere was mounted so that the tip of the steel pipe was set to just even with the inside surface of the smelter (the edge of the upper stone slab. For this experiment, the standard 22.5° down angle was used. Air was delivered via our standard blower, with the rate in the higher volume range that has proved successful in our earlier smelts.
The smelter was constructed on Saturday, and left for the moisture inside the clay to at least partially stabilize over night. This step turned out not to be as effective as was hoped.
Because of the use of block clay (in replace of the standard cobb mixture) a longer than normal preheat sequence was undertaken. Split wood was burned using natural draw for about 1 1/2 hours. A low air blast was then applied for a further 25 minutes before filling with charcoal to begin the primary sequence. The higher temperatures created by the air blast to the wood drastically affected the clay. As the internal dampness flash heated to steam, serious spalling (in fact explosive shattering) of the clay bricks was the result. This so seriously damaged the top course of the clay blocks that this layer was removed and then replaced with the sheet metal cylinder used in past smelts. This allowed us to maintain the normal working height of the smelter (adjusted total was 60 cm above the tuyere)
For this smelt, there was not a fixed base of charcoal fines established at an optimum level. Instead, the bottom of the furnace (packed earth) was allowed to accumulate a layer of ash and charcoal from the pre heat materials. In the end this would affect the position of the developing bloom.
Although the smelt was started with a reduced air volume, we fairly early on decided to return to more familiar methods - so increased the air delivery to the range of 600 litres per minute. With this higher air flow the charcoal consumption was in the range of 5 - 8 minutes per standard bucket.
The ore used was the commerical hematite grit. To reduce the tendency of this smaller particle size to absorb excess carbon in the reaction zone, the ore was added as a single scoop sized slug, spread evenly over the top of the smelter each time (as opposed to layering it through out each charcoal bucket). It was decided to aim for a historic sized bloom, so a rough total of 11 kg of ore was used.
The primary smelt sequence (first charcoal to extraction) took about four hours.
A top extraction was undertaken, again representing the process we expected may have been used in the archaeological setting we are working towards. There was a clear knob of slag produced at the tuyere which was certainly melted stone from the front slab. This turned out to be a different composition than the normal slag bowl material - with a significantly different melting temperature.
The slag bowl and bloom had also formed somewhat lower in the furnace than has been the case in the past. Both these results made finding and extracting the bloom a bit tricker than in past experiments.
In the end, Neil pulled the resulting bloom. The weight was about 6 kg (roughly 45% return). As has been the case with other uses of the hematite ore, the exterior of the mass was fairly crumbly, but with a clearly solid core.
 |
 |
 |
 |
| Theorectical layout | Lower base level | Construction | Working setup |
 |
 |
 |
 |
| New floor level | Heavy paper | Base level | Lower front |
 |
 |
 |
 |
| Clay slabs | First level | Stone blow hole | Front plate |
 |
 |
 |
 |
| Smelter Top | Inside smelter | Finished construction | Pre-heat |
 |
 |
 |
 |
| Pre-heat | Drying time | Ash fill | Cylinder extension |
 |
 |
 |
 |
| A lot of the blast merely blew | Drip of slag | Slag across hole | Down the pipe |
 |
 |
 |
 |
| Down the pipe | Down the pipe | Note colour of stone | Burn down |
 |
 |
 |
|
| Charcoal burn | 6Kg bloom | Post-smelt |
 |
 |
 |
 |
| Scaled bloom | Smelter remains | Upper smelter | Cracking clay |
 |
 |
 |
 |
| Top of slag bowl | Top of debris | Front slabs | Slag surface |
 |
 |
 |
 |
| Interior clay surface | Slag bowl | Location & direction of air | Vertical scale |
 |
 |
 |
 |
| Front slab removed | Slab post-removal | Lower interior | Clearing to base |
 |
 |
 |
 |
| Last slab | Packed earth base | Packed base | Slag base |
 |
 |
 |
|
| Edge of slag mass | Excavation of bowl | Measurements |
| TIME | EVENT | AIR | ORE | CHARCOAL | |||||
| REL. | ELAP. | VOL. (litre/min) |
ADD (scoops) |
AMT (Kg) |
TOTAL (Kg) |
ADD (buckets) |
AMT (lb) |
TOTAL (lb) |
|
| LpM | bucket | litres | scoop | kg | |||||
| 12:00 | start wood splints pre-heat | ||||||||
| 13:30 | 1:30 | air set to A 1/4 | 275 | ||||||
| 13:55 | 25 | air set to A 1/2 / fill with wood | 430 | ||||||
| 14:05 | air set to B / repair top smelter | 555 | 3 | 3 | 27 | ||||
| 14:15 | 0 | fill with charcoal / start sequence | 0.5 | 3.5 | 31.5 | ||||
| 14:23 | light off exhaust gasses | ||||||||
| 14:25 | 0:10 | 1 | 4.5 | 40.5 | |||||
| 14:34 | 0:09 | 1 | 5.5 | 49.5 | |||||
| 14:45 | slag seen at blow hole | ||||||||
| 14:48 | 0:14 | 1 | 6.5 | 58.5 | |||||
| 15:04 | 0:16 | 1 | 7.5 | 67.5 | |||||
| 15:06 | air set to C | 805 | |||||||
| 15:07 | rod off tuyere causes large drop | ||||||||
| 15:12 | 0:08 | 1 | 8.5 | 76.5 | |||||
| 15:17 | 0:05 | 1 | 9.5 | 85.5 | |||||
| 15:19 | even slug as seed charge | 1 | 1 | 0.56 | |||||
| 15:25 | 0:07 | 1 | 10.5 | 94.5 | |||||
| 15:29 | even slug as seed charge | 1 | 2 | 1.12 | |||||
| 15:34 | 0:09 | 1 | 11.5 | 103.5 | |||||
| 15:35 | even slug as seed charge | 1 | 3 | 1.68 | |||||
| 15:42 | 0:08 | even slug | 1 | 12.5 | 112.5 | 1 | 4 | 2.24 | |
| 15:50 | 0:08 | even slug | 1 | 13.5 | 121.5 | 1 | 5 | 2.8 | |
| 15:58 | 0:08 | even slug | 1 | 14.5 | 130.5 | 1 | 6 | 3.36 | |
| 16:07 | 0:09 | even slug | 1 | 15.5 | 139.5 | 1 | 7 | 3.92 | |
| 16:14 | 0:07 | even slug | 1 | 16.5 | 148.5 | 1 | 8 | 4.48 | |
| 16:20 | 0:06 | even slug | 1 | 17.5 | 157.5 | 1 | 9 | 5.04 | |
| 16:27 | 0:07 | even slug | 1 | 18.5 | 166.5 | 1 | 10 | 5.6 | |
| 16:34 | 0:07 | even slug | 1 | 19.5 | 175.5 | 1 | 11 | 6.16 | |
| 16:37 | even slug | 1 | 12 | 6.72 | |||||
| 16:41 | 0:07 | even slug | 1 | 20.5 | 184.5 | 1 | 13 | 7.28 | |
| 16:44 | spread through | 1 | 14 | 7.84 | |||||
| 16:46 | 0:05 | spread through | 1 | 21.5 | 193.5 | 1 | 15 | 8.4 | |
| 16:52 | 0:06 | spread through | 1 | 22.5 | 202.5 | 1 | 16 | 8.96 | |
| 16:57 | 0:05 | spread through | 1 | 23.5 | 211.5 | 1 | 17 | 9.52 | |
| 17:02 | spread through | 1 | 18 | 10.08 | |||||
| 17:06 | 0:09 | spread through | 1 | 24.5 | 220.5 | 1 | 19 | 10.64 | |
| 17:07 | spread through | 1 | 20 | 11.2 | |||||
| 17:10 | spread through | 1 | 21 | 11.76 | |||||
| 17:12 | 0:06 | last ore - start of settle down | 1 | 25.5 | 229.5 | 1 | 22 | 12.32 | |
| 17:17 | 0:05 | 1 | 26.5 | 238.5 | |||||
| 17:25 | 0:08 | 1 | 27.5 | 247.5 | |||||
| 17:31 | 0:06 | 1 | 28.5 | 256.5 | |||||
| start of burn down phase | |||||||||
| 17:58 | rodger out tuyere | ||||||||
| 18:04 | extra bucket added (+ sintering) | 1 | 29.5 | 265.5 | |||||
| 18:12 | 6:12 | air set to B / EXTRACTION | |||||||
| NOTE: About half way into the burn down phase, partially sintered together lumps of ore were found in the smelter,. Additonal charcoal was added so this material would have time to settle to the bloom. | |||||||||